機能紹介
設備信号と繋ぎ、 生産・稼働監視
進捗監視
進捗状況を基にした計画や人員配置のリアルタイムな見直しなど、生産管理の業務効率化へつなげる。
| 現場の課題 | 現状の生産実績はアンドンなどで確認できるが、時間単位での生産進捗状況の把握が難しい。 |
| 導入効果 | 時間毎の1日の生産進捗状況が、一目瞭然。タイムリーな現状把握で適切な生産計画(人員配置)の見直しが可能となり、生産管理の業務効率化を実現。 |
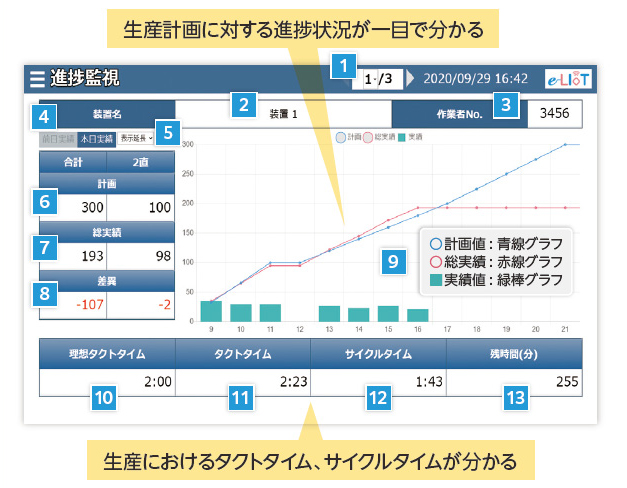
| 1 | ページ番号 | 矢印をクリックすることで監視装置を切り替えする。 |
| 2 | 装置名 | 装置の名称を表示する。 |
| 3 | 作業者No. | 現在直の作業者No.を表示する。 |
| 4 | 本日/前日実績 | 選択すると表示する実績データを本日/前日で切り替えする。 |
| 5 | 表示延長 | グラフの表示時刻を変更する。残業が発生し、計画した就業時刻以降の表示をしたいときに使用する。 |
| 6 | 計画 | 1~3直※の生産計画の合計値、及び直毎の計画値を表示する |
| 7 | 総実績 | 現在の1~3直の生産実績の合計値、及び直毎の生産実績値を表示する。前日実績を表示中は前日の最終時点の実績を表示する。 |
| 8 | 差異 | 計画値と総実績値の差異、及び就業時間中の直の計画値と実績値の差異を表示する。 |
| 9 | グラフ表示領域 | 生産進捗/計画グラフを表示する。 |
| 10 | 理想タクトタイム | 計画値設定画面で設定された値を表示する。 |
| 11 | タクトタイム | 1生産実績(1個、1ショット)あたりにかけた時間を表示する。 |
| 12 | サイクルタイム | 直近の実績の間隔(前回実績入力~今回実績入力までの時間)を表示する。 |
| 13 | 残時間 | タクトタイム × 残数で計算した結果を表示する。 |
※直:シフト勤務体系。e-LIoTでは1~3直の勤務体系を管理できます。
稼働監視
チョコ停・ドカ停などトラブルが多い装置を発見。装置の改善・メンテナンスで稼働率向上へつなげる。
| 現場の課題 | 各装置の運転ステータスや停止・時間など、稼働状況が見えない。 非効率な設備運用により、本来の生産能力を発揮できない。 |
| 導入効果 | 稼働監視で各装置の運転状況を見える化。 チョコ停・ドカ停などボトルネックとなる工程や装置を発見し、改善活動をスピードアップ。 |
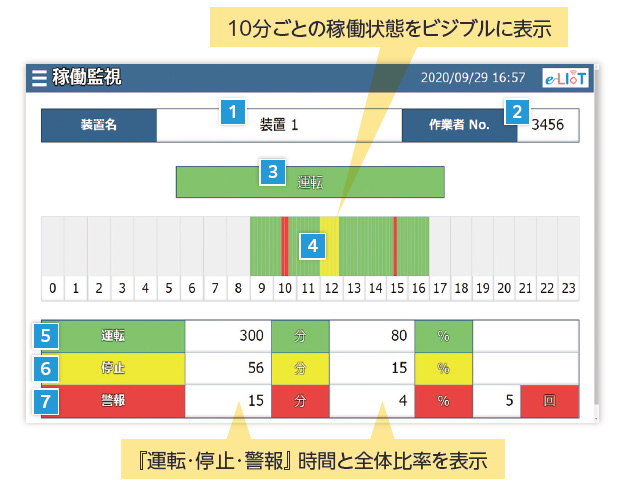
| 1 | 装置名 | 装置の名称を表示する。 |
| 2 | 作業者No. | 現在直の作業者No.を表示する。 |
| 3 | 現在稼働状況 | 各装置の現在の稼働状況を表示する。 ■運転中 : 運転 (緑※1) ■停止中 : 停止 (黄※1) ■警報中 : 警報 (赤※1) □状態なし : 入力信号なし (白) □前日表示中 : 過去表示モード(白) |
| 4 | 稼働状態 | 10分ごとの稼働状態を以下の色でグラフ表示する。 ■運転中 : 緑※1 ■停止中 : 黄※1 ■警報中 : 赤※1 □状態なし : 入力なし (色なし) |
| 5 | 運転状態詳細 | 運転状態であった時間(分)と 全体(運転・停止・警報)との比率(%)※2を表示する。 |
| 6 | 停止状態詳細※3 | 停止状態であった時間(分)と 全体(運転・停止・警報)との比率(%)※2を表示する。 |
| 7 | 警報状態詳細 | 警報状態であった時間(分)と 全体(運転・停止・警報)との比率(%)※2を表示する。 |
※1: 稼働状態の名称と表示色については別途、設定画面で変更することができます。
※2: 小数点は切り捨て表示されるため、合計が100%にならないことがあります。
※3: 無線通信モデルは停止信号の入力はできません。